.jpg)
技术文档
采购指南
常见问题
当前中心
管道全焊接球阀,直埋式全焊接球阀如何安装?
标签:全焊接球阀|直埋式全焊接球阀
管道全焊接球阀,直埋式全焊接球阀如何安装?
河北同力自控阀门制造有限公司专业生产管道全焊接球阀,直埋式全焊接球阀,质保十年,实行三包,在阀门行业信誉良好,本公司配有大型全自动环缝焊机,全焊接机器人,大型喷塑流水线,本公司生产的全焊接球阀批量大,供货及时。欢迎对全焊接球阀有意人士,前来我公司参观考察,下面针对全焊接球阀,直埋式全焊接球阀的安装,河北同力公司给出如下方案及方法,如果有任何疑问,请直接联系河北同力公司客服,专人为您解答,关于工程设计,请与本公司技术部总工程师联系,详细请参阅:http://www.tlzkfm.com
 (1)吊装。应采用正确的方式吊装阀门,为了保护阀杆,不要将吊链系于手轮、齿轮箱或执行器。阀门袖管两端的保护帽在焊接之前不要摘除.
(1)吊装。应采用正确的方式吊装阀门,为了保护阀杆,不要将吊链系于手轮、齿轮箱或执行器。阀门袖管两端的保护帽在焊接之前不要摘除.
(2)焊接.管道全焊接球阀/直埋全焊接球阀与主干管线的连接采取焊接.焊缝质量必须符合《盘屈熔化焊焊接接头射线照相》(GB3323—2005)Ⅱ级片标准,通常一次焊接并不能完全保证全部合格,所以订购阀门时候应当要求厂家在阀门两端增加1.0m长袖管,一旦焊缝不合格还有足够的长度将不合格焊缝割除并重新焊接在球阀与管道焊接时,阀门应处于100%全开位置,以免阀球被飞溅的焊渣损坏,同时确保阀门内部密封件温度不超过140摄氏度,必要时可以采取适当的冷却措施.
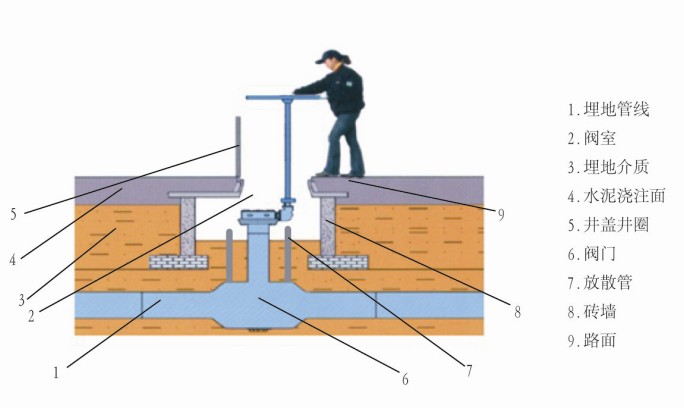
(3)阀门井砌筑。直埋全焊接球阀采用特殊的
结构设计,具有免维护的特点,埋地前在阀门外侧涂覆Pu特殊防腐涂层,同时将3根分别为阀座和阀杆紧急注脂的注入管,中腔放空管及阀杆根据煌地深度适当延长,以便工作人员在地面上就可以完成各项操作.实现直埋地后,砌筑小型阀门手井即可,如图4所示。而对于常规非全焊接球阀则不可以直接埋地,并需砌筑大型阀门井,结果却形成了危险的密闭空间,不利于安全运营。同时阀体本身及阀体与管道的螺栓连接部位电会受到腐蚀,影响阀门的使用寿命.
以上为河北同力自控阀门制造有限公司专门针对全焊接球阀做出的安装方案,以及对客户安装及采购管道全焊接球阀时所注意的事项,如果有什么不懂之处,还请及时与我公司客服联系,我们将竭诚为您服务,感谢您访问河北同力公司关于管道全焊接球阀的技术介绍网站。
河北同力自控阀门制造有限公司专业生产管道全焊接球阀,直埋式全焊接球阀,质保十年,实行三包,在阀门行业信誉良好,本公司配有大型全自动环缝焊机,全焊接机器人,大型喷塑流水线,本公司生产的全焊接球阀批量大,供货及时。欢迎对全焊接球阀有意人士,前来我公司参观考察,下面针对全焊接球阀,直埋式全焊接球阀的安装,河北同力公司给出如下方案及方法,如果有任何疑问,请直接联系河北同力公司客服,专人为您解答,关于工程设计,请与本公司技术部总工程师联系,详细请参阅:http://www.tlzkfm.com
管道全焊接球阀,直埋式全焊接球阀的安装方式:
(2)焊接.管道全焊接球阀/直埋全焊接球阀与主干管线的连接采取焊接.焊缝质量必须符合《盘屈熔化焊焊接接头射线照相》(GB3323—2005)Ⅱ级片标准,通常一次焊接并不能完全保证全部合格,所以订购阀门时候应当要求厂家在阀门两端增加1.0m长袖管,一旦焊缝不合格还有足够的长度将不合格焊缝割除并重新焊接在球阀与管道焊接时,阀门应处于100%全开位置,以免阀球被飞溅的焊渣损坏,同时确保阀门内部密封件温度不超过140摄氏度,必要时可以采取适当的冷却措施.
(3)阀门井砌筑。直埋全焊接球阀采用特殊的
结构设计,具有免维护的特点,埋地前在阀门外侧涂覆Pu特殊防腐涂层,同时将3根分别为阀座和阀杆紧急注脂的注入管,中腔放空管及阀杆根据煌地深度适当延长,以便工作人员在地面上就可以完成各项操作.实现直埋地后,砌筑小型阀门手井即可,如图4所示。而对于常规非全焊接球阀则不可以直接埋地,并需砌筑大型阀门井,结果却形成了危险的密闭空间,不利于安全运营。同时阀体本身及阀体与管道的螺栓连接部位电会受到腐蚀,影响阀门的使用寿命.
以上为河北同力自控阀门制造有限公司专门针对全焊接球阀做出的安装方案,以及对客户安装及采购管道全焊接球阀时所注意的事项,如果有什么不懂之处,还请及时与我公司客服联系,我们将竭诚为您服务,感谢您访问河北同力公司关于管道全焊接球阀的技术介绍网站。
浏览更多关于直埋式全焊接球阀 双法兰全焊接球阀企业 定做全焊接球阀 涡轮式全焊接球阀销售代理 的内容




相关认证 PRODUCTS
相关链接:
公司地址:河北省泊头市四营工业开发区 邮编:062150 电话:400-666-9033 传真:0317-8338780 联系人:田经理 手机:18833702088 QQ:1758093504 网址:http://www.tlzkfm.com 邮箱:tongli5188@163.com
2011(C)版权所有 并对网站所有内容保留解释权 冀ICP备12019774号-1

津公网安备13098102000389 号
