.jpg)
供热系列
全焊接球阀系列
给水系列
温控系列
技术文档
采购指南
常见问题
热力入口装置
标签:热力入口装置|全焊接球阀|动态阻力平衡阀

热力入口装置产品介绍 products details
钢制焊接热力入口集成装置介绍:
钢制焊接热力入口装置构成:
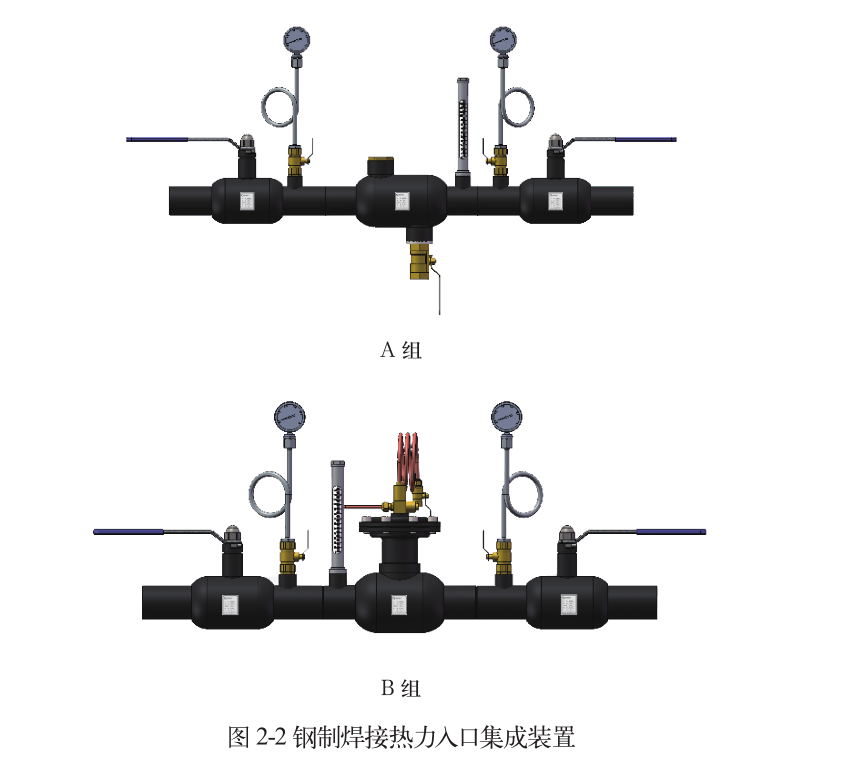
钢制焊接热力入口集成装置是由钢制焊接直通过滤器、钢制全焊接压差控制阀和钢制全焊接球阀及压力和温度测量装置组合构成的一种集成装置,组成集成装置的阀门和附件见图 2-1。钢制焊接热力入口集成装置有两种组合模式:钢制焊接直通过滤器与钢制全焊接球阀组合,并与附加的压力表和温度计构成钢制焊接热力入口集成装置 A 组;钢制全焊接压差控制阀与钢制全焊接球阀组合,并与附加的压力表和温度计构成钢制焊接热力入口集成装置 B 组。两种集成装置见图 2-2。
钢制焊接热力入口装置构成:
钢制焊接热力入口集成装置是由钢制焊接直通过滤器、钢制全焊接压差控制阀和钢制全焊接球阀及压力和温度测量装置组合构成的一种集成装置,组成集成装置的阀门和附件见图 2-1。钢制焊接热力入口集成装置有两种组合模式:钢制焊接直通过滤器与钢制全焊接球阀组合,并与附加的压力表和温度计构成钢制焊接热力入口集成装置 A 组;钢制全焊接压差控制阀与钢制全焊接球阀组合,并与附加的压力表和温度计构成钢制焊接热力入口集成装置 B 组。两种集成装置见图 2-2。

适用范围:
钢制焊接热力入口集成装置适用于工业或民用建筑集中供暖系统的热力入口,中央空调系统与集中供热管网的连接入口。其中钢制焊接热力入口集成装置 B 组适用于变流量供暖或空调系统中,保证室内末端温控装置动作时,稳定用户系统压差,实现节能运行。
钢制焊接热力入口集成装置适用于工业或民用建筑集中供暖系统的热力入口,中央空调系统与集中供热管网的连接入口。其中钢制焊接热力入口集成装置 B 组适用于变流量供暖或空调系统中,保证室内末端温控装置动作时,稳定用户系统压差,实现节能运行。
产品特点:
钢制焊接热力入口集成装置在工厂预制加工,实现热力入口装置关断、观察、排污、控制一体化,节约成本、简化安装、缩短施工时间,避免漏设温度和压力测量装置等附件,易于保温,排污方便,使用安全,寿命长。
设计选用技术要点:
钢制焊接热力入口集成装置在工厂预制加工,实现热力入口装置关断、观察、排污、控制一体化,节约成本、简化安装、缩短施工时间,避免漏设温度和压力测量装置等附件,易于保温,排污方便,使用安全,寿命长。
设计选用技术要点:
钢制焊接热力入口集成装置 A 组:
(1)供暖热力入口供水系统管道上宜设置钢制焊接热力入口集成装置 A 组,按水流方向安装在热量表或流量计、水力平衡阀的前面。
(2)选用钢制焊接热力入口集成装置 A 组时,应根据钢制焊接直通过滤器的规格,按照介质设计流量、工作压力及过滤器的允许压降等参数经计算确定。
2.2钢制焊接热力入口集成装置 B 组:
(1)当建筑物内供暖系统为变流量系统时,应通过计算热力入口的压差变化幅度确定是否设置钢制焊接热力入口集成装置B 组。
(2)选用钢制焊接热力入口集成装置 B 组时,应根据热力入口的设计流量和所需控制的压差范围来选择钢制全焊接压差控制阀的规格,而不应直接按照管径选择压差控制阀的规格。
(3)设计选用钢制全焊接压差控制阀时,钢制全焊接压差控制阀的压差控制范围应与阀外管网压差变化相适应,避免管网实际压差过大或过小导致压差控制阀无法正常工作。
(4)钢制全焊接压差控制阀的设定压差应与阀内管路系统在设计流量下的阻力损失相匹配,以保证压差控制阀在其最佳工作区域工作。二者相差过大将导致阀内管路系统实际流量过大,从而造成阀外管路系统水力失调;或者导致阀内管路系统实际流量过小,从而影响供热效果。
(5)应根据压差控制阀的工作特性曲线将阀内管路系统设计流量取在阀门控制流量范围的最佳工作区域内。选取阀门公称直径过小,使阀门在其控制流量范围的高端工作,极易产生噪声;选取阀门公称直径过大,使阀门在其控制流量范围的低端工作,系统流量变化范围过大,易造成阀外管路系统水力失调,同时也造成经济上的浪费。
安装技术要点:
(1)钢制焊接热力入口集成装置 A 组应安装在供暖热力入口的供水管道上,介质流动方向必须与钢制焊接直通过滤器的器体箭头方向一致。
(2)钢制焊接热力入口集成装置 B 组宜安装在供暖、空调系统回水管道上。钢制全焊接压差控制阀上接导压管,导压管的另一端与供水管连接,导压管供水端安装 1/4"球阀,以便启动消除堵塞功能;介质流动方向必须与钢制全焊接压差控制阀的阀体箭头方向一致;压差控制阀导压管前的供水管上应安装过滤器;供水管和压差控制阀的回水管上应分别装设压力表,便于调节控制压差。
(3)钢制焊接热力入口集成装置宜水平安装,安装工况不允许也可垂直安装;安装位置、方向应正确;连接牢固、紧密;安装整齐。
(4)钢制焊接热力入口集成装置与连接管道焊接时,焊缝采用对接坡口;管道对口前先将管中的杂物清除干净,应对坡口及内外表面进行清理,清除管道的泥污、油、漆、毛刺等,管道坡口应表面整齐、光洁;焊接时焊缝应满焊,高度不应低于母材表面;焊缝完成后应清除焊缝表面的药皮、熔渣和飞溅物。
(5)钢制焊接热力入口集成装置安装后应按设计要求进行保温处理。
(1)供暖热力入口供水系统管道上宜设置钢制焊接热力入口集成装置 A 组,按水流方向安装在热量表或流量计、水力平衡阀的前面。
(2)选用钢制焊接热力入口集成装置 A 组时,应根据钢制焊接直通过滤器的规格,按照介质设计流量、工作压力及过滤器的允许压降等参数经计算确定。
2.2钢制焊接热力入口集成装置 B 组:
(1)当建筑物内供暖系统为变流量系统时,应通过计算热力入口的压差变化幅度确定是否设置钢制焊接热力入口集成装置B 组。
(2)选用钢制焊接热力入口集成装置 B 组时,应根据热力入口的设计流量和所需控制的压差范围来选择钢制全焊接压差控制阀的规格,而不应直接按照管径选择压差控制阀的规格。
(3)设计选用钢制全焊接压差控制阀时,钢制全焊接压差控制阀的压差控制范围应与阀外管网压差变化相适应,避免管网实际压差过大或过小导致压差控制阀无法正常工作。
(4)钢制全焊接压差控制阀的设定压差应与阀内管路系统在设计流量下的阻力损失相匹配,以保证压差控制阀在其最佳工作区域工作。二者相差过大将导致阀内管路系统实际流量过大,从而造成阀外管路系统水力失调;或者导致阀内管路系统实际流量过小,从而影响供热效果。
(5)应根据压差控制阀的工作特性曲线将阀内管路系统设计流量取在阀门控制流量范围的最佳工作区域内。选取阀门公称直径过小,使阀门在其控制流量范围的高端工作,极易产生噪声;选取阀门公称直径过大,使阀门在其控制流量范围的低端工作,系统流量变化范围过大,易造成阀外管路系统水力失调,同时也造成经济上的浪费。
安装技术要点:
(1)钢制焊接热力入口集成装置 A 组应安装在供暖热力入口的供水管道上,介质流动方向必须与钢制焊接直通过滤器的器体箭头方向一致。
(2)钢制焊接热力入口集成装置 B 组宜安装在供暖、空调系统回水管道上。钢制全焊接压差控制阀上接导压管,导压管的另一端与供水管连接,导压管供水端安装 1/4"球阀,以便启动消除堵塞功能;介质流动方向必须与钢制全焊接压差控制阀的阀体箭头方向一致;压差控制阀导压管前的供水管上应安装过滤器;供水管和压差控制阀的回水管上应分别装设压力表,便于调节控制压差。
(3)钢制焊接热力入口集成装置宜水平安装,安装工况不允许也可垂直安装;安装位置、方向应正确;连接牢固、紧密;安装整齐。
(4)钢制焊接热力入口集成装置与连接管道焊接时,焊缝采用对接坡口;管道对口前先将管中的杂物清除干净,应对坡口及内外表面进行清理,清除管道的泥污、油、漆、毛刺等,管道坡口应表面整齐、光洁;焊接时焊缝应满焊,高度不应低于母材表面;焊缝完成后应清除焊缝表面的药皮、熔渣和飞溅物。
(5)钢制焊接热力入口集成装置安装后应按设计要求进行保温处理。






相关认证 PRODUCTS
相关链接:
公司地址:河北省泊头市四营工业开发区 邮编:062150 电话:400-666-9033 传真:0317-8338780 联系人:田经理 手机:18833702088 QQ:1758093504 网址:http://www.tlzkfm.com 邮箱:tongli5188@163.com
2011(C)版权所有 并对网站所有内容保留解释权 冀ICP备12019774号-1

津公网安备13098102000389 号
