.jpg)
技术文档
采购指南
常见问题
当前中心
河北同力/阀门焊接材料怎么选?
标签:全焊接球阀|压差控制阀|球型平衡阀
焊接材料选用标准依据以下原则制定
1.结构钢焊接材料的选用主要考虑其熔敷金属的强度等于或略高于母材。但对于淬硬倾向大的钢种,其底层焊缝或非主要受力焊缝,可以选用其熔敷金属强度略低于母材的焊接材料。
2.对于耐热钢或不锈钢的焊接材料,主要考虑其熔敷金属的化学成份应与母材基本接近。
3.同时要考虑到产品的工作条件和刚度大小。
4.同时要考虑到焊接工艺性能的因素。
5.为了便于工厂对焊接材料的采购和管理,尽量简化品种。
6.低合金钢与碳钢的异种钢焊,焊接材料选用基本原则是以机械性能达到低一侧,而焊接工艺应按要求高一侧。
7.不锈钢与其他的异种钢焊接,焊接材料选用的基本原则是考虑过渡层的焊接特性。
8.由于异种钢焊接情况比复杂,某些情况下亦应通过焊接工艺试验或其它原则选定。
9.考虑到供应工作的困难及其它特殊原因,在选用标准中,专列一项“允许代用焊条(焊丝)”。在一般情况下均应选用“应选用焊条(焊丝)”一栏中拟定的牌号。
10.对于一次使用的新钢种,须经过焊接工艺评定试验,确定其焊接材料,包括已列出的钢种,也须通过焊接工艺评定试验加以验证。
表1 常用钢材焊接材料选用表

表2 常用钢材焊接材料选用表

表3异种钢材焊接材料选用表 低合金钢与碳钢焊接
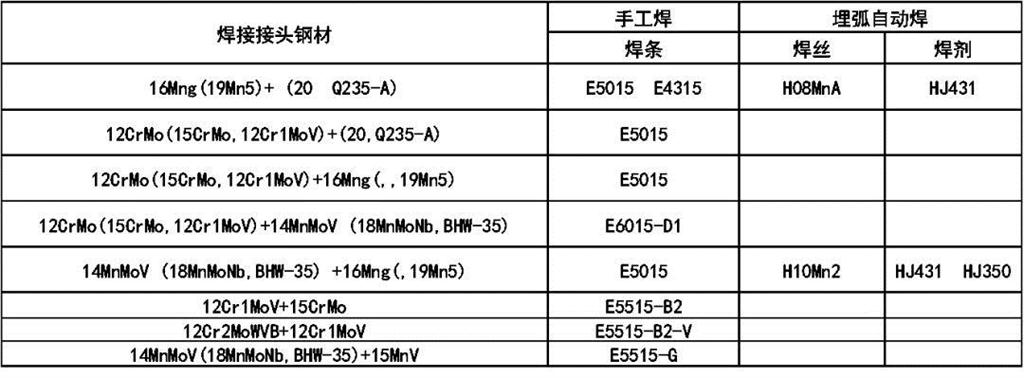
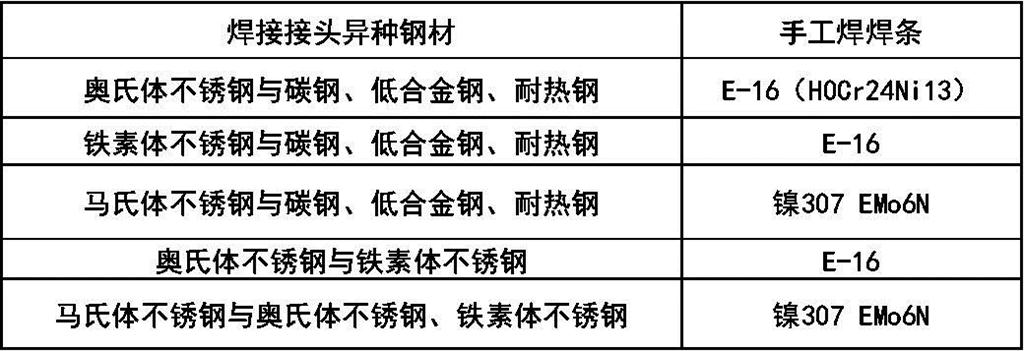
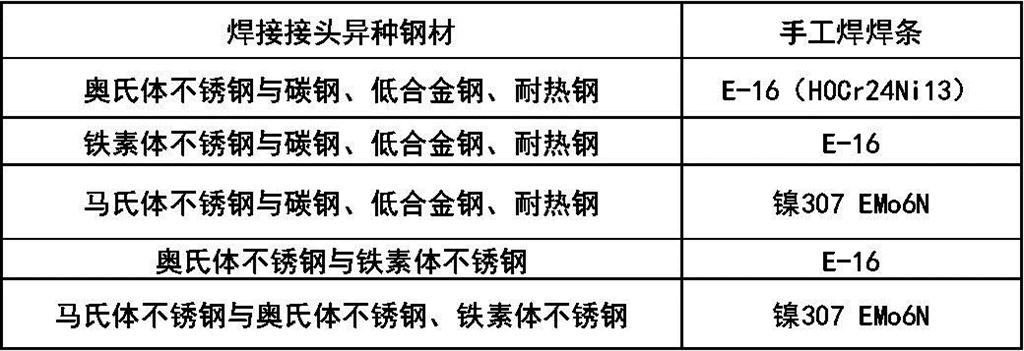
表4铬/铬镍不锈钢与其它钢焊接材料选用表
注:
1)碳钢包括Q235-A,20,20g。
2)低合金钢包括:16Mn;16Mng;16MnR;20MnMo;19Mn6;15MnV;14MnMoV;18MnMoNb;BHW-35。
3)耐热钢包括:12CrMo;15CrMo;12Cr1MoV;12Cr2MoWVTiB。
4)奥氏体不锈钢包括:0Cr18Ni9;1Cr18Ni9;0Cr18Ni9Ti;1Cr18Ni9Ti;Cr20Ni14Si2;Cr25Ni13;Cr25Ni20。
5)铁素体不锈钢包括:0Cr13;1Cr13。
6)马氏体不锈钢包括:2Cr13;3Cr13;1Cr6Si2Mo。
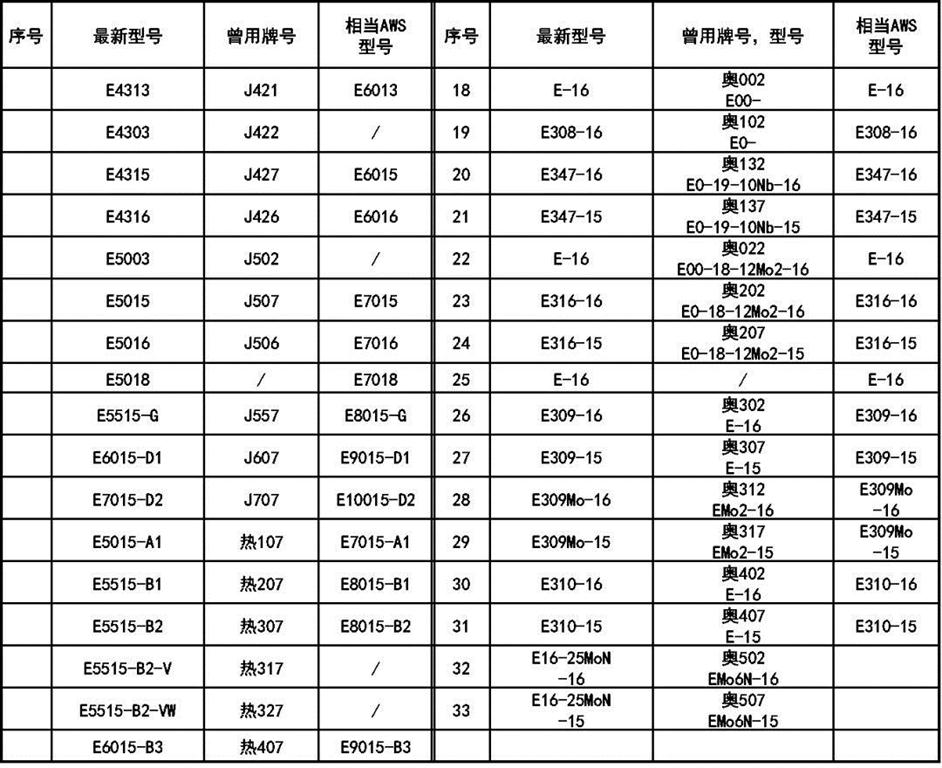
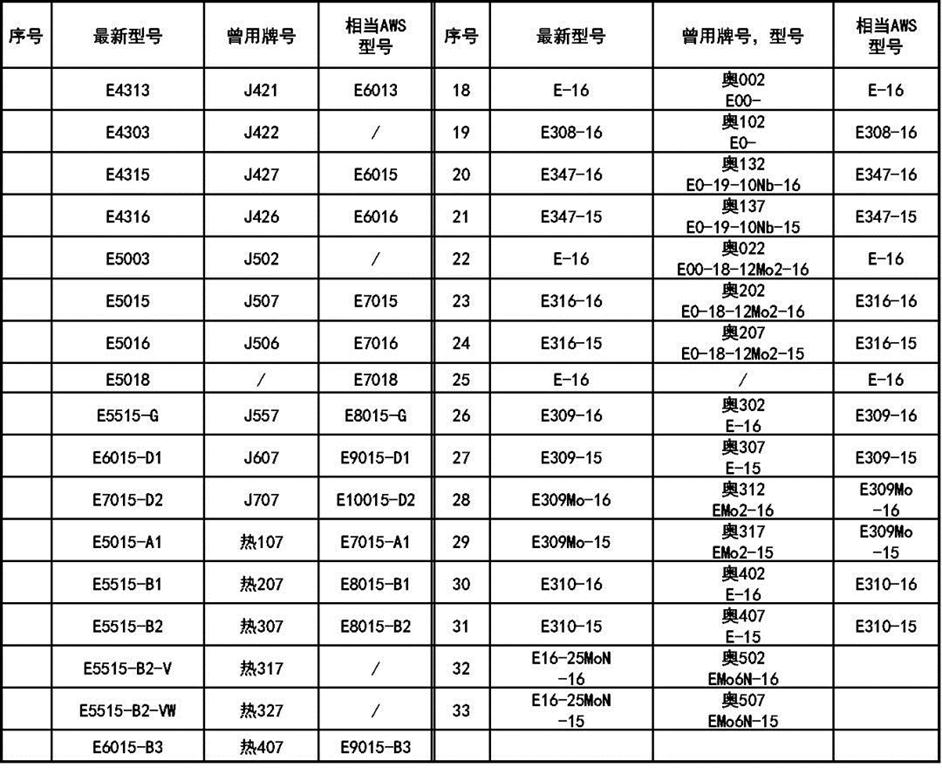
碳钢(GB5117),低合金钢(GB5118),不锈钢(GB983)焊条新旧对照表
注:
1)碳钢包括Q235-A,20,20g。
2)低合金钢包括:16Mn;16Mng;16MnR;20MnMo;19Mn6;15MnV;14MnMoV;18MnMoNb;BHW-35。
3)耐热钢包括:12CrMo;15CrMo;12Cr1MoV;12Cr2MoWVTiB。
4)奥氏体不锈钢包括:0Cr18Ni9;1Cr18Ni9;0Cr18Ni9Ti;1Cr18Ni9Ti;Cr20Ni14Si2;Cr25Ni13;Cr25Ni20。
5)铁素体不锈钢包括:0Cr13;1Cr13。
6)马氏体不锈钢包括:2Cr13;3Cr13;1Cr6Si2Mo。
碳钢(GB5117),低合金钢(GB5118),不锈钢(GB983)焊条新旧对照表
上一页:快停暖了,停暖后我们要注意什么?下一页:供热系统节电措施




相关认证 PRODUCTS
相关链接:
公司地址:河北省泊头市四营工业开发区 邮编:062150 电话:400-666-9033 传真:0317-8338780 联系人:田经理 手机:18833702088 QQ:1758093504 网址:http://www.tlzkfm.com 邮箱:tongli5188@163.com
2011(C)版权所有 并对网站所有内容保留解释权 冀ICP备12019774号-1

津公网安备13098102000389 号
